


PPH管的匹配環境使用溫度不得低于0℃!

鎮江市鑫浩塑膠有限公司主要生產:frp復合pp管,frp復合pp管道,玻璃鋼纏繞pp管,玻璃鋼纏繞pp管道,玻璃鋼復合pp管,玻璃鋼復合pp管道,PP管,pp管道,PP管材,FRPP管,FRPP管材,FRPP管道,PP閥門,PP球閥,聚丙烯管,聚丙烯管材,聚丙烯管道,PPH管,PPH管道,PPH管材,PPH閥門,PPH球閥,PVDF球閥,PVDF閥門,PVDF管,PVDF管材,PVDC管道,PP焊條,聚丙烯球閥,聚丙烯閥門,玻璃鋼球閥,玻璃鋼閥門,玻璃鋼管道,PP呼吸閥,PP單呼吸閥,塑料呼吸閥,PP阻火器,玻璃鋼閥門,板材等系列產品。公司一流的售后服務,獲得了廣大用戶的信賴與支持。
敷設時應充沛應用其優越撓性,在地上上銜接,然后用軟帶吊具直接放人溝槽內。因為PE管資料自身的線膨脹系數較大,受地溫的影響管材長度會發作較大的轉變,因而dn110以下的埋地管道宜彎曲狀敷設,以抵消熱脹冷縮的影響,但dn110以上的管道有充沛的泥土阻力抵消溫度轉變應力,可直接敷設,
無需預留管長。應用管材柔性天然彎曲改動走向時,其彎曲半徑可小至管直徑的25倍。穿越鐵路、公路、河道、城市首要路途的管道,穿越施工前應對銜接好的管道進行強度實驗和緊密性實驗。
因為管道在地上上銜接。可削減管溝底部的開挖寬度,dn315以下的管道槽底*小寬度可按dn+400mm開挖,dn315以上的槽底*小寬度可按dn+500mm開挖。溝槽深度應按設計標高開挖,管道根底不必墊砂,原土層即可,但溝底如遇有塊石等堅固物體時,應挖至設計標高以下150—200mm,然后鋪上砂或細狀原土,整平夯實。
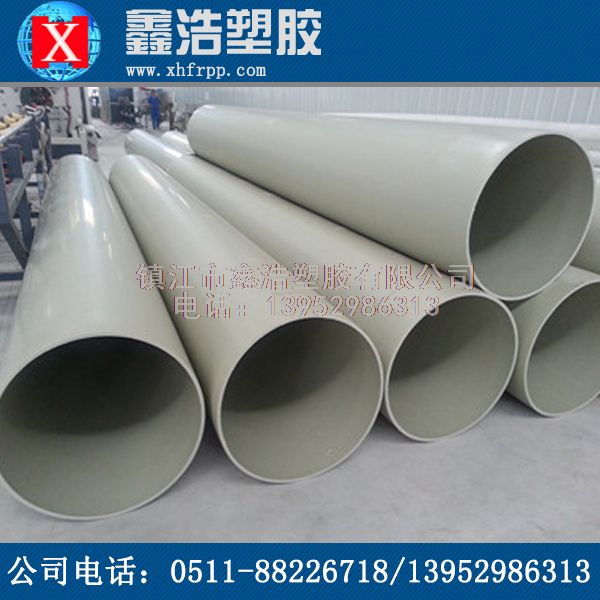
PPH管是以高密度聚丙烯(PPH)為主體加相當的抗氧化劑、抗紫外線劑及色料制造而成。PPH管具有熱定型性好、耐高溫、抗化學藥物性佳,可蠕變、張力大,絕緣性好、不溶于有機溶劑,不干裂,無毒性等特性。適用于化學工廠、電子半導體廠、藥品廠、污水處理廠等多種產業。在高酸堿化學產品輸送系統、純水輸送系統、飲用水輸送系統、污廢水輸送系統、環境工程及一般管路系統、電信光纜輸配管路系統都擁有了廣泛應用。
PPH管道的焊接為熱熔焊接,采用各種規格的液壓式或手動式塑料管道熱熔接機。以液壓式塑料管道熱熔接機為例,焊接主要分三個部件:焊機控制平臺、熔接操作平臺、工具放置架。
匹配管型號的管切斷器(管割刀)、丙酮、潔凈布,周圍環境保持清潔、不起塵,保持環境溫度,不得低于0℃。
焊接主要分下料、預熱、對口、加熱、熔接、冷卻和檢查共計7個步驟。
下料用專用割刀按要求尺寸切割管道。切割管道時要注意不要跑線并徐徐旋進刀片,不要過于急進,會損壞刀片。當割刀難以旋轉時,應反向旋轉割刀,取出刀片,重新跑線。
預熱用液壓調節閥將預熱壓力調節到焊接要求壓力。調節方法:鎖死加熱卸壓閥,液壓操作桿向前推進,觀看壓力表顯示壓力。未達到要求壓力時,松開加熱卸壓閥,使壓力表顯示降至零,重新調節液壓調節閥,再鎖死加熱卸壓閥,直到壓力表達到要求壓力。用焊機控制平臺上的溫度設定面板設定熱熔焊接的溫度,控制加熱板的溫度,以配合焊接面熔解。紅色顯示的是設定溫度、綠色顯示的是當前溫度,當面板上的紅燈跳到是綠燈上時,熱熔焊接就可以進行了。PPH熱熔溫度一般設定在195℃~205℃之間。
注意:固定時要將夾具兩端緊固螺絲逐次旋緊,避免管段不水平;當兩管段在液壓操作桿退后到**時的間距不得小于電動切削機的厚度;各管段焊接面應突出夾具40~50mm管段較長時,要注意整體水平。
液壓操作桿推進到**,將兩管段對口。目測焊接面的錯口,對于下半面則用手觸摸,要使兩個接縫水平。達不到要求時,則通過調節兩端緊固螺絲以使焊縫無錯口,達到水平;
目測兩焊接面接縫,要達到接縫無明顯缺口;如有,則用電動切削機磨口。將切削機置于操作架上,啟動切削機,再由另一人操縱液壓推進桿,將管段以設定壓力抵住切削機;目測焊接面切削,直到焊接面平齊為止。退后液壓夾具,取出切削機,放回工具放置架;
注意:退后液壓夾具后,不要急于將切削機停下,讓切削機轉幾圈后再取出。可以使焊接面更平整,防止出現斷面。
更多關于PPH管的相關資訊請關注我們鑫浩塑膠新聞中心。